
 English
English Español
EspañolContent
- 1 Why Aluminum Dominates Motor Housing Design
- 2 Aluminum Electric Motor Casing: Alloys and Manufacturing Methods
- 3 Forklift Extruded Motor Housing: Design Priorities and Requirements
- 4 Aluminum Pump Motor Housing: Corrosion Resistance and Fluid Compatibility
- 5 Specifying an Aluminum Motor Housing: Key Parameters Checklist
Why Aluminum Dominates Motor Housing Design
The aluminum electric motor casing has become the default choice across industrial, commercial, and automotive motor applications — and for good reason. Aluminum alloys offer a combination of properties that no single competing material can fully replicate: low density, high thermal conductivity, corrosion resistance, and excellent machinability, all at a cost that scales efficiently with production volume.
At the core of the aluminum advantage is thermal management. An electric motor generates heat continuously during operation, and the housing must dissipate that heat fast enough to protect windings, bearings, and insulation from premature degradation. Aluminum's thermal conductivity of approximately 150 – 200 W/m·K — roughly four to five times higher than cast iron — allows motor designers to keep operating temperatures within safe limits without oversizing the housing or adding external cooling systems.
Additional factors driving the shift to aluminum motor casings:
- Weight reduction: Aluminum is approximately one-third the density of cast iron. For mobile platforms — forklifts, electric vehicles, industrial robots — every kilogram saved from the motor housing directly extends battery range or improves dynamic performance.
- Corrosion resistance: Aluminum naturally forms a protective oxide layer, making it suitable for humid, wet, or chemically active environments without additional protective coatings in many applications.
- EMI shielding: Aluminum enclosures effectively attenuate electromagnetic interference, protecting sensitive motor control electronics from external noise and preventing the motor's own switching frequencies from radiating outward.
- Recyclability: Aluminum is 100 % recyclable with only about 5 % of the energy required for primary production, supporting circular economy goals increasingly mandated in European and Asian motor markets.
Aluminum Electric Motor Casing: Alloys and Manufacturing Methods
Not all aluminum motor casings are made the same way. The manufacturing process determines the achievable tolerances, surface finish, wall thickness, and ultimately the thermal and structural performance of the finished part. Three methods dominate production.
Die Casting
High-pressure die casting (HPDC) is the most common process for medium-to-high volume motor housings in the 0.5 – 30 kW range. Molten aluminum — typically A380 or ADC12 alloy — is injected into a steel die at pressures of 700 – 1,400 bar, producing a near-net-shape part in cycle times of 30 – 90 seconds. Die casting enables complex geometries including integrated mounting bosses, cooling fin arrays, and conduit entry points in a single operation. Dimensional tolerances of ±0.1 – 0.3 mm are standard, sufficient for most motor bore and end-bell fits.
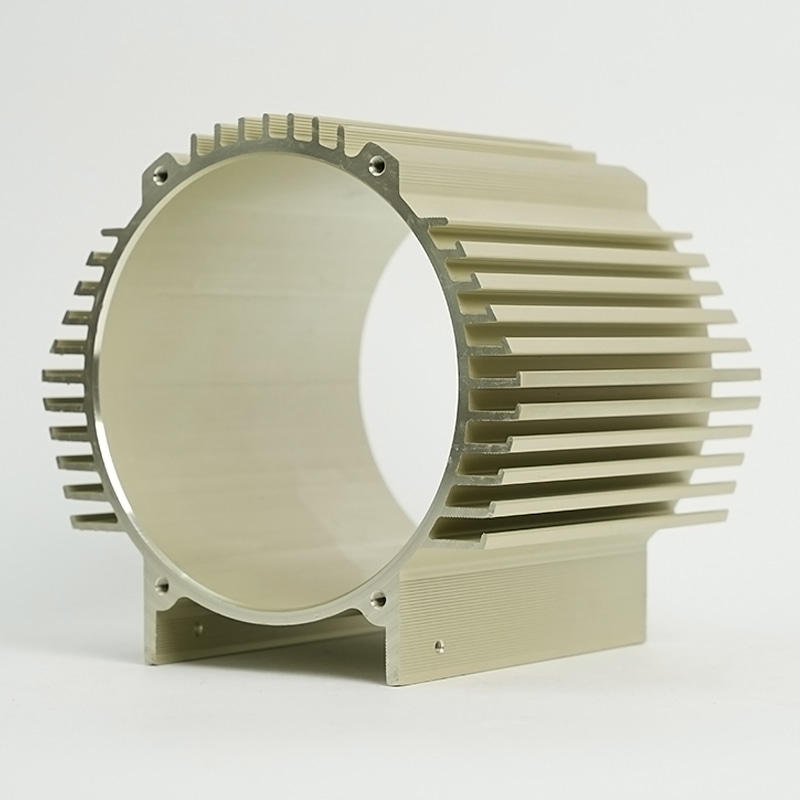
Extrusion
Extrusion produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the forklift extruded motor housing discussed in the next section. Common alloys for extruded motor casings include 6061-T6 and 6063-T5, chosen for their balance of strength, extrudability, and machinability. Wall thicknesses as low as 1.5 mm are achievable, minimizing weight without sacrificing structural rigidity.
Sand Casting and Gravity Casting
For large motor frames — typically above 55 kW frame sizes — and for low-volume custom orders, sand casting or gravity (permanent mold) casting offers lower tooling costs than HPDC. Alloys such as A356-T6 are standard, providing tensile strengths of 220 – 280 MPa after heat treatment. Surface finish and dimensional consistency are lower than die or extrusion methods, so additional machining stock is factored into the casting design.
| Process | Common Alloy | Typical Tolerance | Best For |
|---|---|---|---|
| High-Pressure Die Casting | A380, ADC12 | ±0.1 – 0.3 mm | High-volume, complex geometry, 0.5 – 30 kW |
| Extrusion + CNC Machining | 6061-T6, 6063-T5 | ±0.05 – 0.15 mm | Tubular housings, servo & forklift motors |
| Sand / Gravity Casting | A356-T6 | ±0.5 – 1.5 mm | Large frames (>55 kW), low-volume custom |
Forklift Extruded Motor Housing: Design Priorities and Requirements
The forklift extruded motor housing operates in one of the most demanding environments a motor enclosure encounters: constant vibration from warehouse floors, exposure to battery acid vapor, hydraulic oil mist, thermal cycling between indoor and outdoor environments, and the mechanical shock of load impacts. Meeting these conditions while keeping the drivetrain as compact and light as possible makes design requirements unusually stringent.
Structural Integrity Under Vibration and Shock
Forklift traction and hydraulic motors are typically mounted directly to the chassis or hydraulic block without vibration isolation. The housing must therefore resist fatigue cracking at mounting bosses and bearing seats under continuous cyclical loading. 6061-T6 aluminum is the preferred choice for extruded forklift housings because its tensile strength of 310 MPa and yield strength of 276 MPa provide sufficient margin over the shock loads generated during pallet pickup and travel over dock plates. Mounting flange geometry is typically thickened by 20 – 30 % beyond the minimum structural requirement to accommodate bolt pre-load and prevent fretting corrosion at the interface.
Sealing and IP Rating
Most forklift motor housings target IP54 or IP65 protection — complete dust exclusion and protection against water jets from warehouse washdown operations. Achieving this with an extruded aluminum housing requires precision-machined end-bell mating faces (surface finish Ra ≤ 1.6 µm), continuous O-ring grooves, and stainless steel fasteners to prevent galvanic corrosion at the steel-aluminum interface. Conduit entry points use compression gland fittings rather than simple knockouts.
Thermal Management in a Confined Space
Forklift motors often operate at high duty cycles — repeatedly accelerating and decelerating multi-ton loads — which generates significant heat in a physically compact package. Extruded housings for this application frequently incorporate longitudinal external fins formed directly in the extrusion die, increasing surface area for convective cooling by 60 – 120 % compared to a plain-wall cylinder of equivalent dimensions. Some designs add internal spiral grooves or axial channels that allow forced liquid cooling when the application demands it.
Aluminum Pump Motor Housing: Corrosion Resistance and Fluid Compatibility
The aluminum pump motor housing shares many design principles with general electric motor casings, but faces a unique set of chemical compatibility challenges absent from most dry-environment motors. Depending on the pumped medium — water, wastewater, agricultural chemicals, fuels, food-grade fluids, or corrosive industrial liquids — the external environment around the motor housing can be highly aggressive.
Alloy Selection for Wet Environments
In clean freshwater or HVAC chilled-water pump applications, standard A380 die-cast or 6061 extruded aluminum performs well with no additional treatment. However, applications involving:
- Seawater or brine: Require 5000-series alloys (e.g., 5052, 5083) with higher magnesium content for chloride resistance, or anodized 6061 with sealed anodize to ≥ 25 µm thickness.
- Agricultural chemicals or fertilizers: Often involve ammonium compounds that attack standard aluminum oxide layers; epoxy powder coat or chemical-resistant PTFE coating over the aluminum shell is standard practice.
- Food and beverage processing: Require FDA-compliant anodized or painted surfaces, with no exposed raw aluminum that could contact the product stream; crevice-free external designs prevent bacterial harboring.
Submersible vs. Close-Coupled Designs
Pump motor housings split broadly into two installation types. Close-coupled pump motors mount directly behind the pump head with a shared shaft; the motor housing is exposed to splash and vapor but not immersed, so standard aluminum die-cast housings with IP55 rating are generally adequate. Submersible pump motors require the housing to act as a pressure vessel — the aluminum shell must withstand external hydrostatic pressure (typically 3 – 10 bar for borehole pumps) while maintaining watertight integrity at all sealing interfaces. Wall thickness calculations for submersible housings follow pressure vessel design codes (ASME Section VIII or EN 13445), with safety factors of 3 – 4× applied to the design pressure.
Surface Treatments for Pump Motor Aluminum Housings
The right surface treatment dramatically extends service life in pump environments. Common options and their typical use cases:
- Hard anodizing (Type III): Produces a 25 – 75 µm aluminum oxide layer with Vickers hardness of 400 – 600 HV. Ideal for abrasion-exposed surfaces and mild chemical environments. Cost-effective for 6061 and 6063 alloys.
- Epoxy powder coat: 60 – 100 µm film thickness; excellent salt spray resistance (1,000 – 3,000 hours to ASTM B117); suitable for agricultural and marine splash zones. Requires thorough surface preparation (chromate conversion or zirconate pre-treatment).
- Electroless nickel plating: Uniform coating achievable on complex internal geometries; provides corrosion and wear resistance in chemical process pump motors where anodizing is incompatible with the electrolyte.
- Chromate conversion coating (Alodine/Iridite): Thin (1 – 5 µm) conductive coating used primarily as a primer or for EMI-critical housings where surface conductivity must be maintained across the entire shell.
Specifying an Aluminum Motor Housing: Key Parameters Checklist
Whether sourcing an aluminum electric motor casing, a forklift extruded motor housing, or an aluminum pump motor housing, the specification process should capture these critical parameters to ensure the supplier delivers a part fit for purpose:
- Motor frame size and IEC/NEMA designation: Defines bore diameter, end-bell bolt circle, shaft protrusion clearance, and mounting foot dimensions. All must be held to the relevant standard's tolerances.
- Power rating and duty cycle: Determines wall thickness for heat dissipation and structural loads. A 10 kW motor running S1 (continuous) duty requires more aggressive thermal design than the same frame at S3 (intermittent) duty.
- IP / NEMA enclosure rating: Specifies sealing requirements that directly affect end-bell geometry, gasket groove dimensions, and fastener selection.
- Operating environment: Confirm presence of chemical exposure, immersion, washdown, vibration levels (ISO 10816 severity zone), and ambient temperature range.
- Alloy and temper: State the required alloy explicitly — do not leave this to the supplier's discretion if the application has specific strength, machinability, or corrosion requirements.
- Surface treatment and finish: Specify coating type, minimum thickness, adhesion test standard, and any color requirements. Reference applicable standards (MIL-A-8625 for anodizing, ASTM B117 for salt spray testing).
- Critical tolerances: Call out bore roundness (circularity), bearing seat diameter and fit class (typically H7/k6 or H7/m6), and face perpendicularity to the bore axis — these directly affect bearing life and vibration levels.
- Certifications and documentation: Require material test reports (MTRs) per EN 10204 3.1 or 3.2, dimensional inspection reports, and surface treatment certificates for every production batch.
A well-specified aluminum motor housing — whether die-cast for high-volume production, extruded for a forklift drivetrain, or specially treated for a corrosive pump environment — delivers decades of reliable service while keeping system weight, thermal resistance, and total cost of ownership at their lowest achievable levels.

















