
 English
English Español
EspañolContent
- 1 What Is a Forklift Extruded Motor Housing?
- 2 Why Extrusion Is the Preferred Manufacturing Method
- 3
- 4 Material Selection: Alloy Choice for Forklift Motor Housings
- 5 Thermal Management: How Housing Design Affects Motor Life
- 6 IP Protection and Environmental Sealing Requirements
- 7 Sourcing, Replacement, and Maintenance Considerations
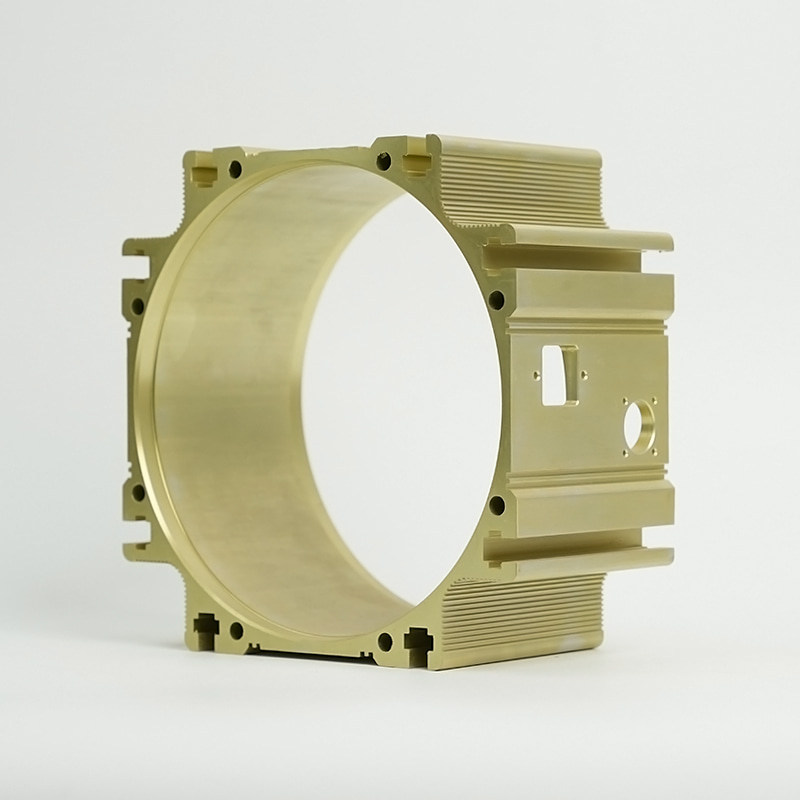
What Is a Forklift Extruded Motor Housing?
A forklift extruded motor housing is the structural enclosure that surrounds and protects the electric drive or lift motor on a forklift, manufactured through the aluminum extrusion process. Rather than being cast in a mold or fabricated from welded plate, an extruded motor housing is formed by forcing heated aluminum alloy billet through a precision die, producing a continuous profile with a consistent cross-section. The resulting housing combines high dimensional accuracy, excellent thermal conductivity, and a favorable strength-to-weight ratio — all properties that directly benefit electric forklift motor performance and service life.
Electric forklifts — which now represent the majority of new forklift deployments in warehousing, distribution, and manufacturing environments — place demanding requirements on motor housings. The housing must dissipate heat generated during continuous duty cycles, resist mechanical shock and vibration from rough floor surfaces and load impacts, provide a sealed environment that protects motor windings and bearings from dust and moisture, and do all of this while keeping overall drivetrain weight low enough to preserve battery range and load capacity ratings.
Extruded aluminum housings address these requirements more effectively than cast iron alternatives in most modern electric forklift applications, which is why the design has become the dominant construction method across leading forklift motor manufacturers globally.
Why Extrusion Is the Preferred Manufacturing Method
The extrusion process offers specific manufacturing advantages that make it well suited to forklift motor housing production at both low and high volumes:
- Complex cross-section geometry in a single operation: Extrusion dies can produce profiles that incorporate cooling fins, internal channels, mounting bosses, and locating features in one pass. Features that would require multiple machining operations on a cast blank are built into the extruded profile from the start, reducing per-unit manufacturing time and cost.
- Superior surface finish: Extruded aluminum surfaces have a finer grain structure and smoother finish than sand-cast alternatives, which matters both for sealing surfaces where gaskets or O-rings are used and for external cooling fin efficiency where surface area in contact with airflow is the heat transfer mechanism.
- Consistent mechanical properties: The directional grain alignment produced by extrusion results in predictable tensile and yield strength along the housing length. This consistency simplifies fatigue life calculations during design and reduces variability in field performance.
- Tooling economics: Extrusion dies are significantly less expensive than casting tooling for equivalent geometries, and lead times are shorter. For forklift OEMs developing new motor platforms or updating housing designs to accommodate revised motor frame sizes, this reduces the capital cost of design iteration.
- Material efficiency: Extrusion generates less material waste than machining from solid stock. Aluminum extrusion scrap is fully recyclable, aligning with sustainability targets that are increasingly important to forklift manufacturers and their fleet customers.
| Attribute | Extruded Aluminum Housing | Cast Iron Housing | Die-Cast Aluminum Housing |
|---|---|---|---|
| Weight | Low | High | Low |
| Thermal Conductivity | Excellent | Moderate | Good |
| Dimensional Accuracy | High | Moderate | High |
| Tooling Cost | Low–Moderate | Moderate | High |
| Corrosion Resistance | Excellent | Poor (without coating) | Good |
| Design Flexibility | High (profile geometry) | High (3D shapes) | High (3D shapes) |
Material Selection: Alloy Choice for Forklift Motor Housings
Not all aluminum extrusion alloys perform equally in forklift motor housing applications. The two most commonly specified alloy families are 6061 and 6063, both from the 6000-series aluminum-magnesium-silicon group that accounts for the vast majority of structural extrusion production worldwide.
6061-T6 is the workhorse structural alloy. With a tensile strength of approximately 310 MPa and yield strength around 276 MPa in T6 temper, it provides the mechanical robustness needed to withstand repeated shock loads from rough warehouse floors, forklift collisions with dock bumpers, and the sustained vibration of hydraulic pump operation. It machines cleanly, accepts anodizing well, and its fatigue performance under cyclic loading is well characterized — important for housings that experience continuous start-stop duty cycles across multi-shift operations.
6063-T5 or T6 is chosen when the cooling fin geometry is particularly complex or when a superior surface finish is required for thermal performance. Its lower silicon content gives it better extrudability for thin-walled or intricate profiles, though its mechanical strength is somewhat lower than 6061 — typically around 241 MPa tensile in T6. For motor housings where thermal management is the primary design driver and mechanical loads are moderate, 6063 is often the better fit.
In cold storage and freezer warehouse environments — a significant forklift application segment — aluminum's performance advantage over cast iron is even more pronounced. Aluminum retains ductility at sub-zero temperatures where cast iron becomes increasingly brittle, reducing the risk of housing fracture from impact in environments routinely operated at –20 °C to –30 °C.
Thermal Management: How Housing Design Affects Motor Life
Electric forklift motors in intensive warehouse applications — particularly in order picking, reach truck, and counterbalance applications running two or three shifts per day — generate substantial heat during continuous operation. Motor winding insulation life roughly halves for every 10 °C increase in operating temperature above the rated class limit, a relationship that makes housing thermal design one of the most consequential engineering decisions in motor system design.
Extruded motor housings address this through three thermal management mechanisms:
- External cooling fins: Longitudinal fins extruded integrally with the housing body increase the external surface area available for convective heat transfer. Fin geometry — height, pitch, and wall thickness — is optimized during the extrusion die design process and can be tuned without changing the overall housing envelope. Fin surface areas of 2–4× the smooth-bore equivalent are achievable in standard extrusion profiles.
- Conductive heat path to the frame: In enclosed motors where forced airflow is absent, the housing conducts heat from the stator laminations outward to the external surface. Aluminum's thermal conductivity of approximately 160–200 W/m·K (versus 50 W/m·K for cast iron) provides a meaningfully faster conductive path, reducing the temperature differential between the winding hotspot and the ambient environment.
- Internal cooling channels: Some extruded housing profiles incorporate hollow channels within the housing wall through which coolant can be circulated in liquid-cooled motor configurations — increasingly relevant as forklift motors scale up in power density for heavy-duty applications above 15 kW continuous.
IP Protection and Environmental Sealing Requirements
Forklift operating environments impose significant ingress protection requirements on motor housings. Warehouse dust — particularly in flour milling, wood processing, and paper handling facilities — is fine enough to penetrate poorly sealed enclosures and contaminate bearings and windings. Outdoor and yard container handling applications add rain and wash-down exposure. Cold storage operations introduce condensation risk as forklifts move between temperature zones.
The IEC 60034-5 standard defines motor enclosure protection classes through IP ratings, with most forklift motor applications requiring a minimum of IP54 (dust protected, splash resistant) and many demanding IP65 (fully dust tight, low-pressure water jet resistant) or higher. Achieving these ratings in an extruded housing depends on the precision of the housing bore that accepts end shields or bearing housings, the sealing groove geometry incorporated into the extruded profile for O-ring or lip seal placement, and the surface quality of mating faces after secondary machining operations.
The tight dimensional tolerances achievable with extruded aluminum housings — typically ±0.1 mm on critical bore diameters after finish machining — make them well suited to meeting IP65 requirements without extensive hand-fitting or shimming during motor assembly. This dimensional consistency also supports automated motor assembly processes that improve manufacturing throughput at high volumes.
Sourcing, Replacement, and Maintenance Considerations
For fleet managers and maintenance engineers, understanding the motor housing construction on their forklift fleet has practical implications for repair planning and parts sourcing. Extruded aluminum housings are generally repairable in ways that cast housings are not — minor bore wear from bearing fretting can be corrected by sleeving, and damaged fin sections can be machined or patched without compromising structural integrity in non-critical areas.
When sourcing replacement extruded motor housings, the key specifications to confirm are:
- IEC or NEMA frame size compatibility — the housing must match the stator outer diameter and stack length of the replacement or rewind motor it will house.
- Mounting foot or flange configuration — forklift motors are mounted in various orientations; foot-mount, face-mount (B3/B5 per IEC), and custom bracket configurations must match the drivetrain geometry.
- Bearing housing bore dimensions — both drive-end and non-drive-end bearing seat diameters and fits (typically H7 or J7 tolerance for pressed-in bearing OD) must match the replacement bearings specified for the motor.
- Cable entry and connector provisions — the position and size of power and signal cable entries must align with the forklift's wiring harness routing.
OEM replacement housings are available through forklift manufacturer parts programs for major brands including Toyota, Crown, Raymond, Hyster, and Yale. Aftermarket extruded housings machined to OEM specifications are also available from specialist motor component suppliers, often at 30–50% lower cost than OEM parts with equivalent dimensional conformance. Confirming alloy grade and heat treatment (T5 or T6 temper) with the supplier is important when sourcing aftermarket housings, as material substitution with lower-strength alloys is a known quality risk in lower-cost supply chains.

















